罩式爐GCr15鋼球化退火工藝研究
2018-11-08
王瑩瑩 楊鵬遠(yuǎn)
(東北特鋼集團(tuán)大連高合金棒線材有限責(zé)任公司,遼寧大連���,116105)
摘 要:HOE400/250罩式爐采用輻射加熱和強(qiáng)制對流相結(jié)合�,避免爐料溫度出現(xiàn)局部過熱.罩式爐主要由電加熱外罩����、工作底座、內(nèi)罩及導(dǎo)流屏�����、冷卻罩�、閥座、微機(jī)控制中心組成.介紹罩式爐設(shè)備組成及主要技術(shù)參數(shù).采用罩式爐對GCr15鋼進(jìn)行球化退火�,選擇GCr15鋼球化退火的Z佳加熱溫度為780℃,保溫時間4~5h���,對采用普通緩冷球化退火和等溫球化退火2種工藝處理的GCr15鋼退火組織和硬度結(jié)果進(jìn)行對比��,采用等溫球化退火工藝得到的球化組織級別在2.0~2.5級����,組織均勻,硬度值191~198HB��。
關(guān)鍵詞:罩式爐��;GCr15��;軸承鋼��;碳化物���;球化退火����;熱處理
高質(zhì)量退火組織的獲得是基于先進(jìn)的熱處理設(shè)備和合理的工藝制度�����。近年來�����,隨著奧地利EBNER和德國LOI等公司世界一流裝備技術(shù)的引進(jìn)�����,保證了國內(nèi)軸承鋼盤條的球化退火質(zhì)量��,球化����、硬度和脫碳等指標(biāo)的合格率均接近100%。
奧地利EBNER公司的HOE400/250罩式爐采用輻射加熱和強(qiáng)制對流傳熱相結(jié)合�,避免了爐料溫度出現(xiàn)局部過熱的情況。爐溫均勻后����,爐料間的溫差可保持在10℃內(nèi),從而確保組織的均勻轉(zhuǎn)變��,獲得理想的組織和力學(xué)性能���。同時����,采用經(jīng)過高度凈化的氮?dú)庾鳛楸Wo(hù)氣氛,可有效防止鋼材表面氧化和脫碳�。
筆者以GCr15鋼為例,研究其合理的球化退火工藝��。GCr15鋼主要用于制造各種軸承的滾珠�����、滾柱和套圈等�����。軸承在服役過程中承受極高的交變載荷��,要求其具有較高的抗接觸疲勞性能和耐磨性能���,因此�,軸承鋼需具有隱晶回火馬氏體+細(xì)小滲碳體顆粒組織����。為獲得需要的組織,要求軸承鋼具有良好的球化珠光體組織��。分別采用普通緩冷球化退火和等溫球化退火工藝對GCr15鋼進(jìn)行處理��,研究GCr15鋼球化退火的行為,探索適合GCr15鋼盤條的合理球化退火工藝制度�。
1 罩式爐設(shè)備組成及退火原理
1.1設(shè)備組成及主要參數(shù)
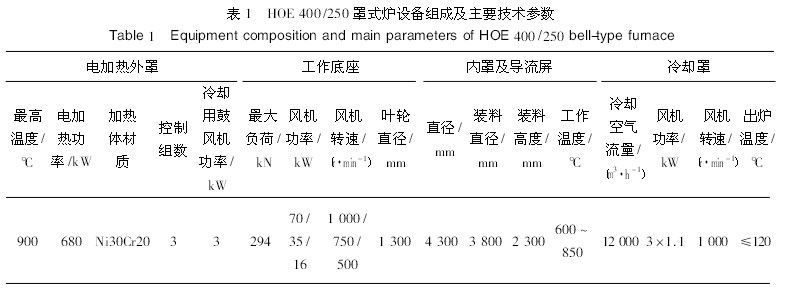
HOE400/250罩式爐結(jié)構(gòu)如圖1所示���,罩式爐主要由1個電加熱外罩����、2個工作底座���、2個內(nèi)罩及導(dǎo)流屏��、1個冷卻罩����、2個閥座�、1個微機(jī)控制中心組成。其中閥座保溫階段和控冷階段溫差:±10℃����,微機(jī)控制中心由西門子S5—150S編程邏輯控制器控制,HOE400/250罩式爐設(shè)備主要參數(shù)見表1����。
HOE400/250罩式爐采用鎳鉻合金的電阻絲加熱����,爐內(nèi)傳熱方式包括內(nèi)罩與盤條的輻射換熱���、保護(hù)氣體與盤條及內(nèi)罩的對流換熱和盤條內(nèi)部傳熱3種����。退火過程中�,通過轉(zhuǎn)速1000r/min的高溫循環(huán)風(fēng)機(jī),形成爐內(nèi)保護(hù)氣體的強(qiáng)對流循環(huán)狀態(tài)��,大大提高了加熱效率和爐溫均勻性��,也可以實(shí)現(xiàn)非常勻速的緩冷��,完全滿足GCr15鋼球化退火的要求�。
1.2退火工作原理
罩式爐主要用于對軸承鋼和彈簧鋼進(jìn)行退火處理,其目的是降低鋼材的硬度�����,改善切削加工性能���,獲得需要的組織�����。
以GCr15鋼的球化退火為例��,GCr15鋼的Ac1為745℃���,Acm為900℃,Ar1為700℃�。760℃是球化退火溫度的下限,奧氏體晶粒內(nèi)微區(qū)域成分均勻化溫度為840~850℃���,即在加熱溫度的上限���。GCr15鋼的原始組織為片狀珠光體,硬度較高�,當(dāng)其被加熱到稍高于760℃時,片狀珠光體開始向奧氏體轉(zhuǎn)變���,滲碳體片開始溶解��,但由于溫度低�,未能完全溶解���,擴(kuò)散速度也比較緩慢����,因此片狀滲碳體將逐步轉(zhuǎn)變?yōu)樵S多細(xì)小的鏈狀或點(diǎn)狀形式,彌散地分布于奧氏體基體上���。同時����,由于加熱溫度較低����,擴(kuò)散較慢,奧氏體的成分也不均勻�。在隨后的緩冷過程中,或以未溶的碳化物小質(zhì)點(diǎn)為核心��,或以奧氏體中富碳區(qū)產(chǎn)生的碳化物為核心�����,不斷均勻地析出碳化物�����。由于球狀碳化物的界面積比片狀碳化物的界面積小,比較穩(wěn)定����,所以形成球狀碳化物需要的界面能也較小,由于球化退火采用的冷卻速度緩慢�����,有充分的擴(kuò)散時間�,所以析出的碳化物是球狀小顆粒�����,在緩冷過程中或等溫過程中隨時間的延長而聚集長大���,Z后GCr15鋼的硬度降低為179~207HB�����。
2 GCr15鋼球化退火工藝參數(shù)的確定
2.1加熱溫度
球化退火工藝是將鋼加熱到Ac1以上20~30℃保溫�,GCr15鋼的Ac1為745℃��,故在760~840℃退火可以得到粒狀珠光體����,但是加熱溫度低于760℃�,溶于奧氏體中片狀珠光體的化學(xué)成分不均勻�,冷卻過程中點(diǎn)狀碳化物在高溫停留時間短,來不及長大��,表現(xiàn)為細(xì)小的粒狀和少量密集點(diǎn)狀堆積�。加熱溫度高于850℃,碳化物溶解過多�����,奧氏體成分均勻化��,冷卻時會出現(xiàn)粗片狀珠光體和少量粗粒狀碳化物��。為了得到理想的金相組織及合適的硬度值����,每臺設(shè)備均有Z佳退火溫度。罩式爐GCr15鋼球化退火的Z佳加熱溫度為780℃����,此時退火組織2.0級及2.5級占99%,退火后平均硬度196HB,硬度均勻且全部合格����。
2.2保溫時間
對HOE400/250罩式爐進(jìn)行測定,裝爐量在20t左右���,升溫時間為7~8h時��,爐內(nèi)盤條心部均溫時間約2h���,保溫時間不足會使組織中球狀珠光體變小,因此奧氏體化應(yīng)選擇適當(dāng)?shù)谋貢r間才能達(dá)到良好的球化效果�����,實(shí)際生產(chǎn)中保溫時間約為4~5h����。
2.3冷卻速度
退火的冷卻方式一般分為緩冷型和等溫型2種���。緩冷型適用于裝爐量大����,操作方便���,但生產(chǎn)周期長�;等溫型則適用于滾動軸承鋼等難以球化且球化質(zhì)量要求高的鋼。
緩冷型必須采用非常緩慢的冷卻速度如15~20℃/h才能使奧氏體在連續(xù)冷卻過程中完成珠光體轉(zhuǎn)變����,否則會形成馬氏體組織,使鋼變硬�,無法進(jìn)行切削加工。而冷卻速度低在實(shí)際生產(chǎn)條件下很難實(shí)現(xiàn)��,即使能夠?qū)崿F(xiàn)�,生產(chǎn)周期長,極不經(jīng)濟(jì)��。
等溫型是快冷至適當(dāng)溫度保溫����,溫度略低于Ar1,一般冷卻速度≤30℃/h�,使奧氏體在此溫度下進(jìn)行等溫轉(zhuǎn)變形成珠光體。由于快冷過冷度大�����,析出的碳化物相對彌散、細(xì)小����,在保溫過程中得到細(xì)小均勻分布的球化物,這樣可以使奧氏體轉(zhuǎn)變?yōu)橹楣怏w��,完成轉(zhuǎn)變所需時間較短����,縮短生產(chǎn)周期。等溫型冷卻形成的組織比較均勻����,并能嚴(yán)格地控制退火后的硬度。
通過研究等溫轉(zhuǎn)變溫度即珠光體轉(zhuǎn)變溫度對球化過程的影響規(guī)律�����,發(fā)現(xiàn)若將等溫轉(zhuǎn)變溫度降低����,即使在奧氏體中有大量的未溶碳化物�����,也將導(dǎo)致大量的片狀珠光體形成,因此珠光體在較高的溫度下長時間保溫對球化組織的形成也很重要���。為此筆者做了一個對比試驗�����,將軸承鋼在780℃加熱2h后在不同的溫度下等溫2h�,然后以20℃/h冷卻至660℃下再空冷的試驗��,等溫轉(zhuǎn)變溫度分別為660���,680�����,700��,720℃下的硬度值分別為220���,204,198��,195HB����。在720℃等溫球化退火比較合理�����。
3 2種GCr15鋼球化退火工藝對比
3.1工藝要點(diǎn)對比
采用緩冷型冷卻方式的普通球火退火工藝要點(diǎn):以15~20℃/h的緩慢冷卻速度隨爐冷卻�。
采用等溫型冷卻方式的等溫球化退火工藝要點(diǎn):選擇稍高于Ac1的奧氏體化溫度���;選擇盡可能高的等溫溫度�����;足夠長的等溫時間�,使轉(zhuǎn)變和球化完成����。
3.2工藝曲線對比
操作規(guī)程中所采用的GCr15鋼普通球化退火工藝曲線如圖2所示,試驗研究的等溫球化退火工藝曲線如圖3所示���。
由圖2可以看出����,普通球化退火曲線包括2個階段:奧氏體化加熱和保溫���;以15~20℃/h爐冷緩冷至一定溫度出爐空冷��。
由圖3可以看出��,等溫球化退火曲線包括3個階段:奧氏體化加熱和保溫�����;速冷至等溫溫度保溫一定時間����;降至一定溫度出爐空冷��。
3.3退火后組織和硬度結(jié)果對比
3.3.1試驗過程
選擇GCr15鋼盤條截成長度約為20cm的28支試驗料棒�����,將28支料棒分成2組�,每組14支系在即將球化退火的14盤GCr15鋼盤條的中間部位,分別執(zhí)行上述普通球化退火工藝和等溫球化退火工藝���。退火結(jié)束后���,對其取樣進(jìn)行硬度和組織檢驗���。
3.3.2試驗結(jié)果
經(jīng)2種工藝處理后的硬度和球化組織級別見表2。

由表2可知��,采用2種球化退火工藝得到的組織和硬度結(jié)果滿足標(biāo)準(zhǔn)要求���,2種工藝曲線都是適宜的�。采用等溫球化退火工藝得到的球化組織級別在2.0~2.5級�����,組織均勻���;硬度值在191~198HB���,平均值為194HB,符合GB/T18254—2002要求的球化組織級別2~4級����,硬度179~207HB,由表2可以看出此工藝能夠嚴(yán)格控制退火后的硬度����,硬度值波動較小�����。而普通球化退火工藝球化組織級別出現(xiàn)3.0~3.5級;硬度值相差較大���,波動范圍183~202HB�����。等溫球化退火工藝在組織和硬度的均勻性方面較普通球化退火優(yōu)勢更明顯��。
4 結(jié)論
罩式爐采用輻射加熱和強(qiáng)制對流傳熱相結(jié)合����,爐溫均勻性好���,氮?dú)獗Wo(hù)氣氛可有效防止鋼材表面氧化和脫碳�����。
奧氏體化溫度的選擇對GCr15鋼球化退火效果起著決定性作用���。過高或過低的加熱溫度均得不到正常的球化組織�����。罩式爐GCr15鋼球化退火的Z佳加熱溫度為780℃��。
奧氏體化保溫時間對GCr15鋼球化退火效果有影響�,保溫時間不足會使組織中球狀珠光體變小��,因此奧氏體化應(yīng)選擇適當(dāng)?shù)谋貢r間才能使球化效果更加良好�,保溫時間約為4~5h。
等溫球化退火的等溫溫度選擇720℃是合理的�����。等溫球化退火工藝在組織和硬度的均勻性方面較普通球化退火優(yōu)勢更明顯���。
來源:《金屬制品》
.png) 快速鏈接:
快速鏈接:
.png "安慶永益機(jī)械機(jī)械有限公司")
械機(jī)械有限公司")
.png "安慶永益機(jī)械機(jī)械有限公司")
械機(jī)械有限公司")




.png) 聯(lián)系我們
聯(lián)系我們
.png) 快速鏈接
快速鏈接
.jpg) 微信公眾號
微信公眾號

.png) 手機(jī)客戶端
手機(jī)客戶端
